

西门子6SE7090-0XX84-2FK0中国代理
我公司主营西门子各系列PLC (S7-200 SMART S7-300 S7-400) 触摸屏 变频器 (MM系列 G120 G120C G110) 伺服 (V80 V60) 数控备件 (PCU50 NCU CCU 轴卡) 等 价格优势 产品为西门子原装正版产品 我公司售出的产品 按西门子标准质保 产品本身有质量问题 质保一年 公司秉承:以信待人 以诚待人 质量如生命 客户至上的经营理念 竭诚为您服务 您的肯定是我们大的动力 我们将期待与您长期持久的合作
中断指令有4条,包括开、关中断指令,中断连接、分离指令。指令格式如表1所示。
1. 开、关中断指令
开中断(ENI)指令全局性允许所有中断事件。关中断(DISI)指令全局性禁止所有中断事件,中断事件的每次出现均被排队等候,直至使用全局开中断指令重新启用中断。
PLC转换到RUN(运行)模式时,中断开始时被禁用,可以通过执行开中断指令,允许所有中断事件。执行关中断指令会禁止处理中断,但是现用中断事件将继续排队等候。
2. 中断连接、分离指令
中断连接指令(ATCH)指令将中断事件(EVNT)与中断程序号码(INT)相连接,并启用中断事件。
分离中断(DTCH)指令取消某中断事件(EVNT)与所有中断程序之间的连接,并禁用该中断事件。
注意:一个中断事件只能连接一个中断程序,但多个中断事件可以调用一个中断程序。
表1 中断指令格式

引言
炼钢和烧结希看生石灰的质量及CaO含量越高越好。石灰竖炉生产过程同高炉炼铁一样上料正确、布料均匀,焦炭、石灰石配比公道,是烧出好石灰的关键所在,同时要求配合公道的排灰时间。靠人工上料、配料、布料及排灰的方式远远不能满足以上要求,严重制约着生石灰产品质量的进步。针对这一情况对钢1#、钢2#石灰竖炉进行改造,引进三菱FX2N——128MR可编程序控制器,同时将风机电机及上料电机都采用变频器控制,使风量大小可根据炉温料位高低,料密度大小任意调节,改变了原来风量大小靠调节管道阀门因控制不**而出现过烧或欠烧的情况,达到了科学控制的目的。
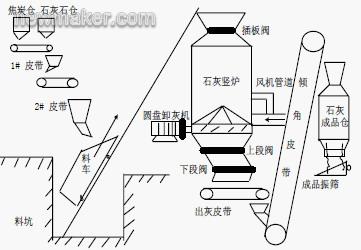
图1 石灰竖炉工艺流程图
1 控制系统设计
本控制系统采用的三菱FX2N——128MR可编程序控制用具有0—77点输进和0—77点输出,采用FX—20P型便携式简易编程器,HPP本体内附8K步程序存储器(FX-EEPROM—8),用超级电容器作断电后备,具有性能可靠、程序编写调试方便、快捷等特点。本控制系统程序先用梯形图设计,然后用编程器转换成程序语句,输进可编程序控制器中调试好后即完玉成部工作。
在系统设计过程中,根据石灰竖炉生产工艺流程(图1)和上料要求,将自动控制部分划分为:1#、2#供料;1#、2#上料;1#、2#卸灰及公共卸灰等7部分,各部分互联为一体。
1.1 钢1#炉供料PLC系统设计
钢1#炉供料PLC梯形图如图2所示。图中,X21为料车到底(主令)发料信号,X22为1#皮带开车信号(1KM 常开辅助触点),X23为2#皮带开车信号(1KM 常开辅助触点),T4为给焦时间(调节给焦量),T5为给石时间(调节给石量),T6设定时间为T1+T2+T4或T5(取大值)+15 s(皮带输送完料时间),T7为延时振石以便和焦炭同步下到料车里时间。

图2 钢1#炉供料PLC梯形图
钢1#炉供料PLC部分自动过程如下:
料车到底(X21),延时3s (T1)开1#皮带(Y0),再延时3s (T2)开2#皮带(Y1),再延时3s (T3)振焦炭(Y2),振焦后延时5s (T7)振石(Y3)。
1.2 钢1#炉上料PLC系统设计
钢1#炉上料PLC梯形图如图3所示,图中,T21为料车下降超时保护,T22为料车上升超时保护,T24为料车上升行程到四分之三处所用时间,T25为插板阀开启过程时间,X1为插板阀开到位信号,X20为车到顶信号(离开消失),X21为车到底信号(离开消失),X22为1#皮带开信号,X31为开插板信号(来自卷扬主令)。
钢1#炉上料PLC部分自动过程如下:
卸灰部分上段阀关到位后(T34),料车开始上升(Y22),延时65s(T22)(或料车上升到减速(X31)时),开炉顶插板阀(Y23),预备下料。料车到顶(X20)延时3s(T20)料车自动下降(Y21),料车下降炉顶插板阀关回(Y23)。另外,为了避免炉顶,假如插板阀5s(T25)后仍未开到位(X1),则自动停卷扬(Y22),防止炉顶溢料。